



Optimize Undercuts to Prevent Complications During CNC Machining
Are undercutting complications costing you time and money?
You may be able to design a sophisticated angled undercut in CAD, but that’s no guarantee that your part will be machinable. Parts with small internal corner radii require undercutting with comparably small tools that take creativity to maneuver, potentially making the process both challenging and costly.
The best way to prevent undercutting complications, is to consider the manufacturing method when designing your parts. If your CAD model can make allowances for compatible tools during the machining process, you’ll reduce the need for adjustments to your design—and save time and money along the way.
Before machining begins, our team at KAD will always analyze your design for undercut functionality. We’ll work with you to make your part quickly and cost-effectively. And understanding a few key factors about how undercuts are machined can help your models more closely match machining specifications right from the start.
What Is Undercutting?
Undercuts are simply the term for recessed surfaces in parts. Think about your kitchen countertop: if it overhangs your cabinets, the vertical area between the two surfaces is an undercut.
Typically, undercuts feature vertical or angled walls that lead to a lip, as shown in this image:
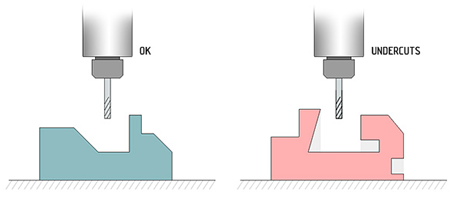
Undercutting isn’t intended for products with standard fasteners, but is common for features that clip together, such as:
- Latches
- Fastener features
- Snap features
- O-ring grooves
- Flange grooves
Occasionally undercuts are taken from both sides of a part if it’s going to be injection molded, but often an undercut is machined to create a snap feature.
Due to tooling constraints, undercuts are inaccessible in traditional CNC machining. Since undercuts require complex solutions, there’s a higher likelihood that complications may arise.
Common Undercutting Complications
Although there are workarounds for undercutting; it’s impossible to achieve undercutting with standard tools. These complications can increase cost and machining time:
- Interference: One of the greatest challenges shops face when machining undercuts is sourcing a tool that can create an undercut without interfering with opposing features. Latches are particularly problematic, as other part features can potentially obstruct the undercut.
- Tooling considerations: The optimized tools required to reach the tight areas in undercuts may need to be sourced or custom-built. Specially sourced tools are often expensive and difficult to find, which may lead to longer lead times.
- Design limitations: Designs that work for prototypes or low-volume production aren’t necessarily effective for machining. The design may need to be adjusted for a seamless transition to full production.
How KAD Prevents Undercutting Complications
No matter the undercutting obstacle, KAD has a workable solution. With our extensive experience, we have the expertise to prevent and adjust common undercutting issues before machining begins. Here’s how we do it:
Solution #1: Adjust the tool neck diameter.
The ratio of tool diameter to tool neck diameter is crucial. The tool neck holds the undercutting end mill, which needs to be both precise and usable.
For example, it’s possible to build a 1” diameter tool with a 0.020” neck, but in practice, it’s impossible to manufacture with it.
To adjust the diameter of the tool, we’ll calculate:
- Depth of the undercut
- Distance from the next feature to prevent interference with opposing features
- Depth of the undercut vs. the corner radius (for instance, a ¾” undercut depth and ¾” corner radius means the tool neck diameter must equal 0”, which would be impossible!)
As a rule of thumb, neck diameter should be no less than one-third of the entire diameter to ensure enough rigidity for manufacturing.
Although you could keep your initial design and source a custom tool, you run the risk of the custom tool not being able to get the job done. When possible, we suggest sourcing a standard, proven tool size and adjusting the drawing instead. Tool suppliers like Harvey Tool are reliable and much more affordable than sourcing custom tools.
Solution #2: Create two pieces instead of one.
If the angle of the undercut is too severe for even the most specialized tool, we can piece together two separate features to create the appropriate undercut.
We often use fasteners and alignment pins to guarantee parts are placed exactly where they need to be. However, the feasibility of machining two separate parts is highly dependent on the design. In some cases, this approach can interfere with a part’s cosmetic appearance.
If this solution is ideal for your part, we’ll be sure to talk to you about it and request authorization before moving forward. You’ll always get the final say before we make any changes.
Solution #3: Source 5-axis machining to build the part.
If the previous two solutions don’t work for your part, we’ll need to rely on 5-axis machining, which is generally more expensive and time-consuming.
We may need to make changes to your design to allow for intersecting wall billets or to ensure the tool can enter unobstructed. Again, we’ll always run our recommendations by you before moving forward.
To avoid undercutting complications and develop workable solutions, trust KAD to save you money and time on your next project. Request a quote today!